
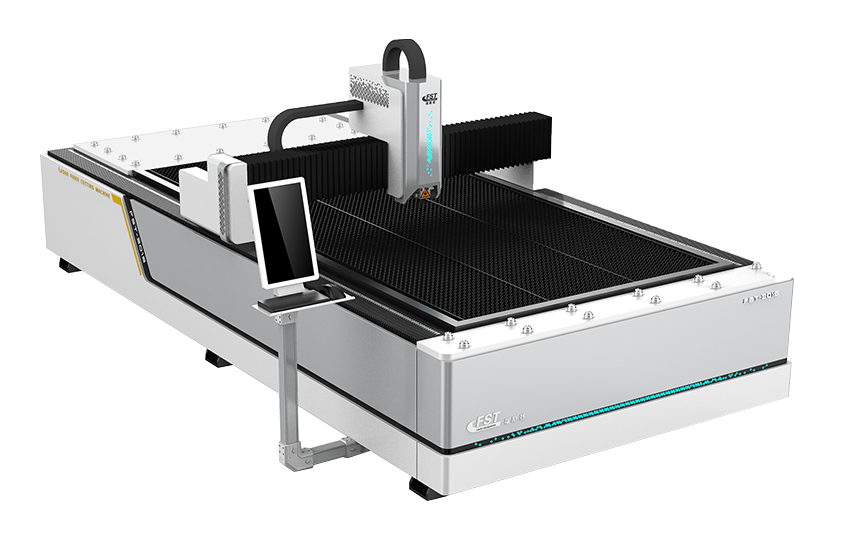
S rychlým pokrokem v průmyslovém rozvoji,vláknové laserové řezací strojenašly široké uplatnění. Po delším používání však může dojít k určitým odchylkám v přesnosti řezání těchto strojů, což má za následek produkty, které nemusí splňovat požadované standardy. Tyto odchylky jsou často způsobeny problémy s ohniskovou vzdáleností. Proto je zásadní pochopit, jak kalibrovat přesnost řezání laserových řezacích strojů. Zde prozkoumáme metody pro nastavení přesnosti řezání vláknových laserových řezacích strojů.
Jakmile je laserový bod nastaven na nejmenší velikost, proveďte bodový test, abyste zjistili počáteční efekt. Ohniskovou polohu lze určit vyhodnocením velikosti laserového bodu. Jakmile laserový bod dosáhne své minimální velikosti, představuje tato poloha optimální ohniskovou vzdálenost pro obrábění a můžete pokračovat v procesu obrábění.
V počátečních fázíchlaserový řezací strojPro kalibraci můžete k provedení bodových testů a určení přesnosti ohniskové polohy použít testovací papír nebo odřezky materiálu. Nastavením výšky laserové hlavy nahoru a dolů se bude velikost laserového bodu během bodových testů měnit. Opakované nastavení v různých pozicích vám pomůže identifikovat nejmenší laserový bod, což vám umožní určit optimální ohniskovou vzdálenost a nejlepší polohu laserové hlavy.
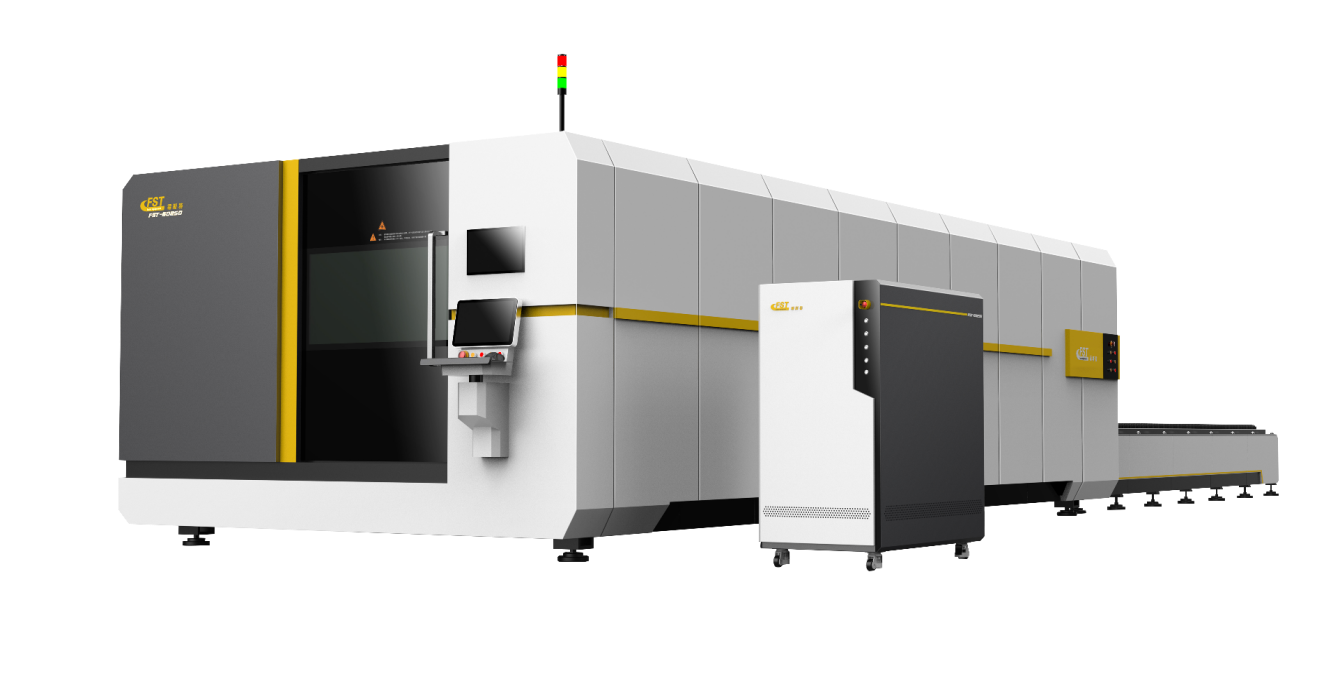
Po instalacivláknový laserový řezací strojNa trysce CNC řezacího stroje je namontováno rýsovací zařízení. Toto zařízení se používá k rýsování simulovaného řezného vzoru, kterým je čtverec o straně 1 metru s vepsanou kružnicí o průměru 1 metru. Z rohů čtverce se rýsují diagonální čáry. Po dokončení rýsování se pomocí měřicích nástrojů ověří, zda je kružnice tečná ke čtyřem stranám čtverce. Délka diagonál čtverce by měla být √2 metry a středová osa kružnice by měla půlit strany čtverce. Body, kde středová osa protíná strany čtverce, by měly být 0,5 metru od rohů čtverce. Změřením vzdálenosti mezi diagonálami a průsečíky lze určit přesnost řezání zařízení.
Čas zveřejnění: 20. srpna 2024